Projektsidor
NS 4713 – NOHAB littera M3b (Sida/Page 02)
Svenskt 7¼" ånglokomotiv byggs i Nederländerna
ZG 13 — NS 4713
{Delar / Parts 11—20}
|
Svensk export av ånglok till Nederländerna. ZG 13 godstågslok blir NS 4713. |
|
Export of Swedish steam locomotives to the Netherlands. ZG 13 freight locomotive becomes NS 4713. |
|
Våra två medlemmar Michiel van Gremberghe och George van Rooijen bygger tillsammans ett ånglok med spårvidden 7¼”. Det är av en typ som ursrungligen tillverkades i Sverige för de Nederländska järnvägarna – NEDERLANDSCHE SPOORWEGEN. Loket är baserat på det svenska godstågsloket littera M3b och byggdes av Nydquist & Holm AB, (NOHAB), i Trollhättan. Beteckningen från Nohab för dessa exportlok Nohab tillverkade även en snälltågsvariant som i Sverige betecknades litt. H3s och som för den Nederländska marknaden benämndes ZS 1–15. NEDERLANDSCHE SPOORWEGEN gav dem sedan beteckningen NS 4001–4015. |
a |
Our two members Michiel van Gremberghe and George van Rooijen are constructing a steam locomotive in 7¼” gauge. This freight locomotive was originally made by Nydquist & Holm AB (NOHAB) in Trollättan, Sweden and based on the Swedish littera M3b. Nohab built these locomotives for export to NEDERLANDSCHE SPOORWEGEN. Express locomotives in the series ZS 1–15,
|
Klicka på bilderna för större format. / Använd vänster pil för att återgå hit.
Click on the picture for a larger view. / Use left arrow to go back.
|
Bilder på loket i serien NS 4700. |
abc |
Photos of the series 4700 locomotive. |


Nedanstående bilder från George eller Michiel såvida inte annat noteras.
Photos below from George or Michiel unless otherwise noted.
———
Del 11 — 2020-01-14 — Part 11
|
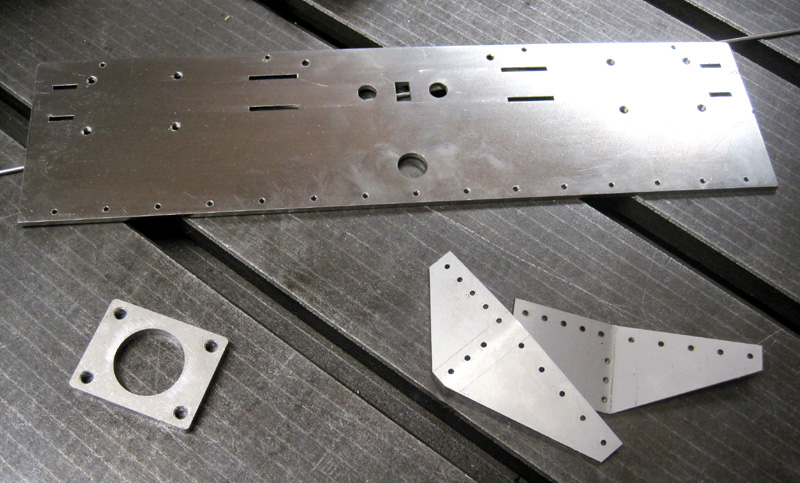
Buffertbalken består av flera olika plåtdelar. Dessa är tillskurna med laser och svetsade till varandra genom slitsar och tungor. Två horison-tella plåtar bildar tillsammans med två vertikala en fyrkantsprofil. Den främre plåten är högre och bär upp sadeln för sotskåpet. |
abc |
The buffer beam is a construction made of sheet (plate) metal. These are laser cut and assemb-led and welded together with tabs into slots. Two horizontal and two vertical plates together form a tube. The front plate is higher and supports the platform for the smoke box. |
|
|
abc |
|

|
Bilden visar några av de laserskurna delarna för buffertbalken.
Some laser-cut parts for the buffer beam.
|
abc |
Den bakre vertikala plåten monterad med de två horisontella under. Dessutom syns delar för infästning av buffertbalken till ramsidorna. The rear vertical sheet assembled to the two horizontal parts underneath. The buffer beam joining brackets to frame can also be seen. |
|
|
abc |
|

|
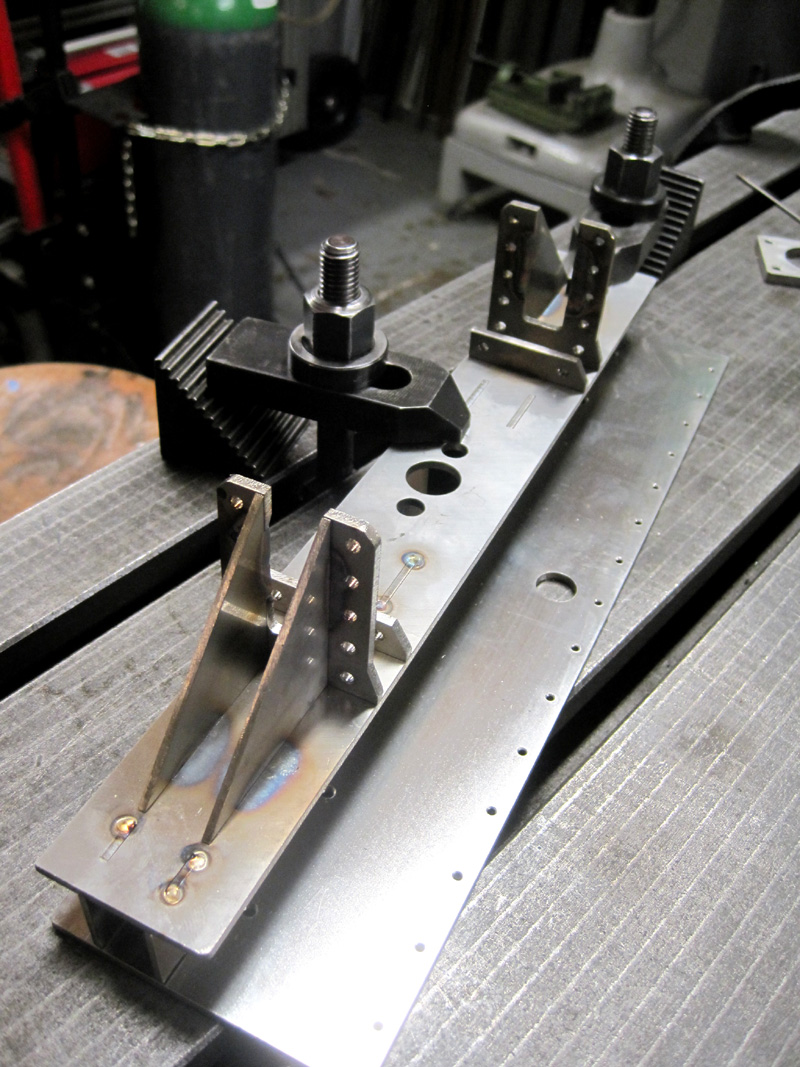
Delarna måste de låsas fast plant vid svetsbordet för att förhindra deformationer p.g.a. lokal värmeutvidgning vid häftsvetsning. During tack welding, the assembly must be clamped flat on the welding table to prevent deformation due to local heat. |
abc |
Här ser man tydligt hur buffertbalken fästes till ramsidorna.
You can clearly see the construction |
|
|
abc |
|

|
Buffertbalken vid tigsvetsningen.
The buffer beam during TIG welding.
|
abc |
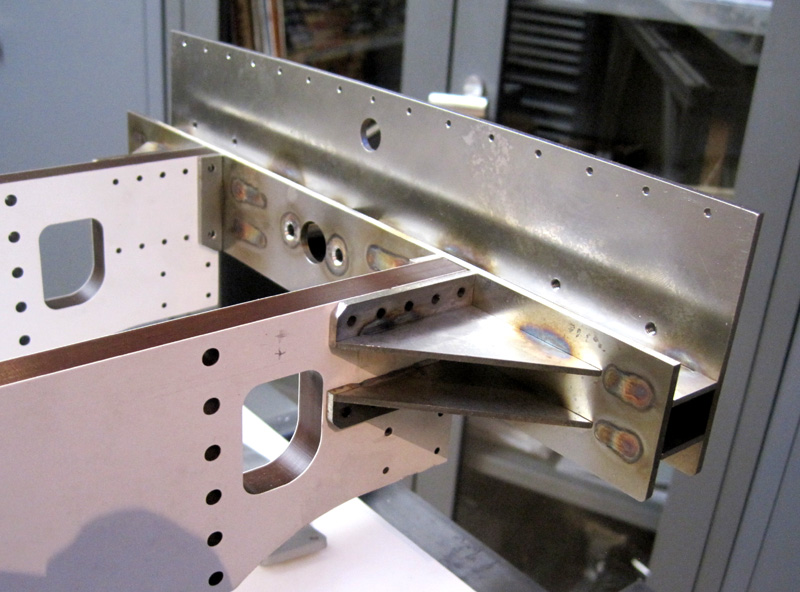
Buffertbalken är fäst till den temporära ramens högra sida. The buffer beam on the temporary frame, right side. |
 |
abc |
 |
|
Buffertbalken är fäst till den temporära ramens vänstra sida. The buffer beam on the temporary frame, left side. |
abc |
Buffertbalken sedd framifrån.
Buffer beam as seen from the front.
|
———
Del 12 — 2020-03-19 — Part 12
|
Detta avsnitt visar delar som ingår i broms-systemet. Bromsblocken påverkar den andra, tredje och fjärde av drivhjulsaxlarna. Axel nummer ett kan röra sig I sidled 5 mm och kan därför inte bromsas med bromsblock. Alla bromsblock sätts an mot hjulen framifrån. |
|
In this episode we show some parts of the brake system. The brake blocks act on the second, third and fourth pair of drivers. The first axle has a side movement of 5 mm, so it is not possible to fit braking blocks. All brake blocks act on the front of the wheels. |
|
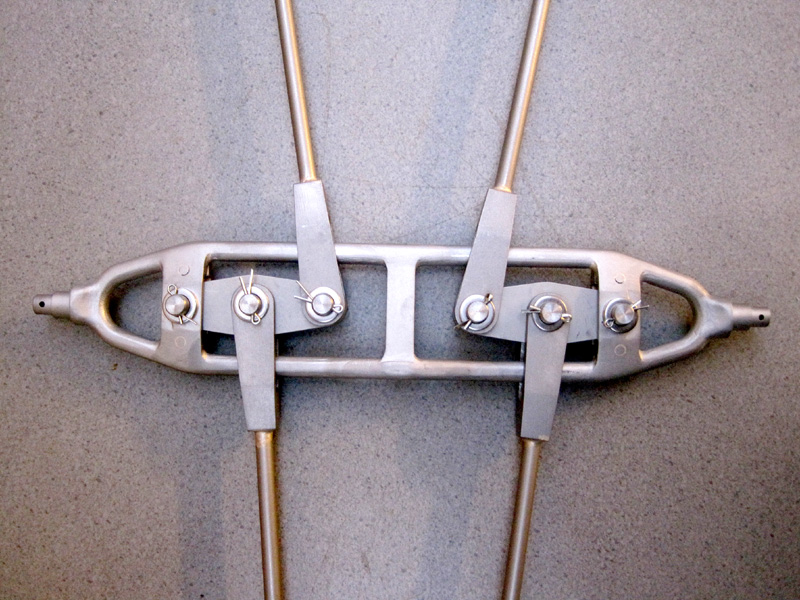
Delarna till bromssystemet är gjorda med CNC-teknik. Bromsbommarna var svåra att tillverka p.g.a. att bearbetningen gjordes i tre plan. Bilden visar delar till axel fyra och tre. |
abc |
Some of the separate parts in the braking system, all CNC machined. The traverses or brake cross beams were complicated to make due to the three-way surfaces. Rear axle beam. |
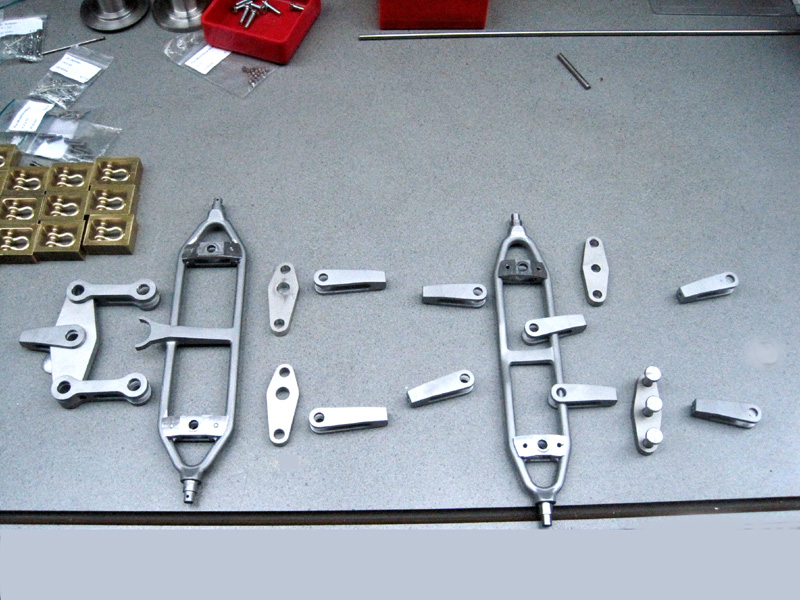

Bilderna visar hur delarna sätts samman till en enhet med tappar, brickor och saxsprintar.
The composition of the parts by means of pins and washers.
|
Bromsbommen för tredje hjulparet med dragstängernas gaffeländar och de två bromsutjämnarna (de med tre hål för sprintar). Traverser or brake cross beam for the third axle. Fork ends for the pull rods and the two short compensating levers with three holes for pins. |
abc |
Delar av bromsrörelsen med tre bromsbommar. Bromsrörelsen sätts an från vänster bakom fjärde axeln och går vidare genom utjämnarna. All three cross beams with compensating levers and pull rods. Braking is set from the left fork and to the right cross beam at second axle. |


|
Fjärde axelns bromsbom med utjämningen. Bromskraften drar bromsbommen med blocken bakåt (nedåt i bild) från bromscylindern till gaffelstycket. Kraften går vidare uppåt i bild genom dragstängerna till nästa bromsbom. Compensating system for the fourth pair of drivers. Steam brake cylinder acts from the single fork and the force is connected to the other axles through the pullrods. |
abc |
Bromsbom för tredje drivaxeln. Bromskraften kommer nedifrån i bild och förs vidare uppåt i bild till den andra drivaxeln. Märk att bromsutjämnarna har olika långa hävarmslängder mot dem till vänster. Cross beam with compensating system for the third pair of drivers. Braking force is transmitted to the next pair of drivers through the pull rods. Compensating lever are different from left pict. |

|
Andra drivaxelns bromsbom med direktkopplade dragstänger från axel tre. Cross beam for the second axle. Note the direct attachment of the pull rods. No need for any compensating here. |
abc |
Fjärde axelns bromsrörelse sedd från ovansidan. Notera sadelstödet för första utjämningsarmen. The cross beam for the fourth axle as seen from above. Note the saddle stop for the fork joint on first compensating lever in the system. |


———
Del 13 — 2020-06-05 — Part 13
|
I slutet av år 2018 hade utvecklingen av CAD-modellen hunnit så långt att vi visste var alla hålen i ramsidorna var placerade. I det läget var det dags att tillverka ramens slutgiltiga stålsidor. De frästes i en uppsättning på det stora magnetbordet. Vi fräste nya pallbockar i stål eftersom de första som var 3D-printade i plast troligen inte skulle vara starka nog för kommande belastning under byggtiden. |
abc |
When at the end of the year 2018 the design of the CAD model was so far gone that the posi-tion of all the holes in the frame plates were known, it was decided to make the final frame plates out of steel. These were milled in one single setup. Because it was plausible that the 3D printed frame supports would not be strong enough to support the new steel frame, new steel supports have therefore been milled. |
|
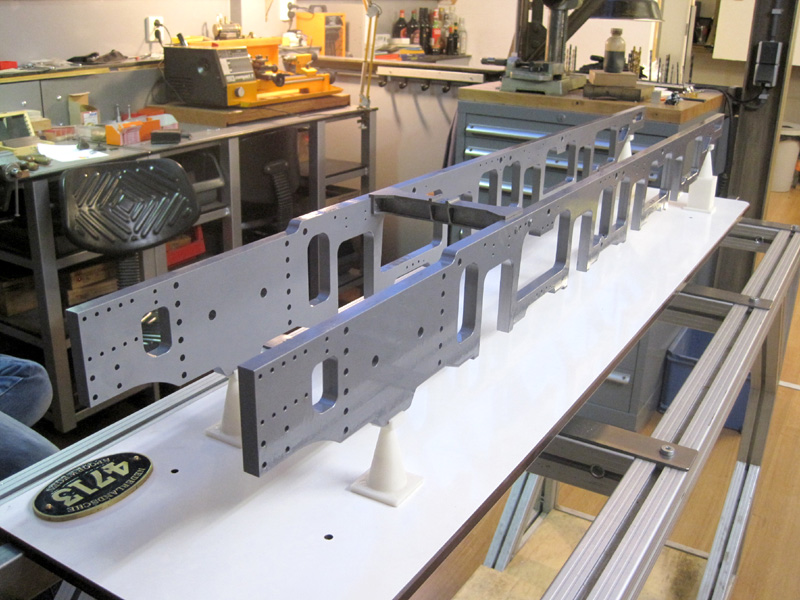
Bilderna visar fräsningen av ramsidorna och fasthållningen på magnetbordet. Ramens längd gör att vi fick placera arbets-stycket diagonalt på bordet för att få plats. |
abc |
Both photos show the milling of the frame plates and the clamping on a large magnetic plate, because of its length, the frame plate had to be placed dioganally. |


|
En ramsida är färdig. The frame plate is ready. |
abc |
Ramsidorna står på de nya pallbockarna av stål. The frame plates on the new steel supports. |


|
Stålramen sedd från andra hållet står dock här fortfarande på gamla 3D-printade plastbockar. The steel frame still on the first 3D printed plastic supports. |
abc |
Demonteringen av delar från provmonteringen i ramen av plast. Disassemble of parts from the temporary plastic frame. |

|
Ramen står på de nya pallbockarna av stål. The frame plates on the new steel supports. |
abc |
Överföring av de färdiga delarna till stålramen. Transfering the parts to the steel frame. |


Slut del 13 — End of part 13
Del 14 — 2021-01-07 — Part 14
|
I detta avsnitt tittar vi på några av delarna under hyttens golv. Den stora huvudbehållaren(Lufttank till bromsar mm), fotstegen, bromsaxeln och smörjlådan till tenderbuffertarna. |
abc |
In this episode we will discuss a number of parts under the floor of the cab. The large air tank, the stairs, the brake shaft and the grease cups for the tender buffers are located under the floor. |
|
CNC-tillverkning av lufttanksgavlarna, observera anslutningarna för rören. The CNC milling of the fronts of the air tank, you can also see the connections for the air pipes. |
abc |
Den cylindriska delen är svarvad från en massiv mässigsaxel här tillsammas med de båda CNC-tillverkade gavlarna. De ingående delarna löds ihop med silverlod.
The barrel is made up of a cylindrical part, which is turned hollow from solid brass, both CNC machined fronts, the whole is soldered together with silver. |


|
Ännu en bild på huvudbehållaren. Another picture of the cylinder. |
abc |
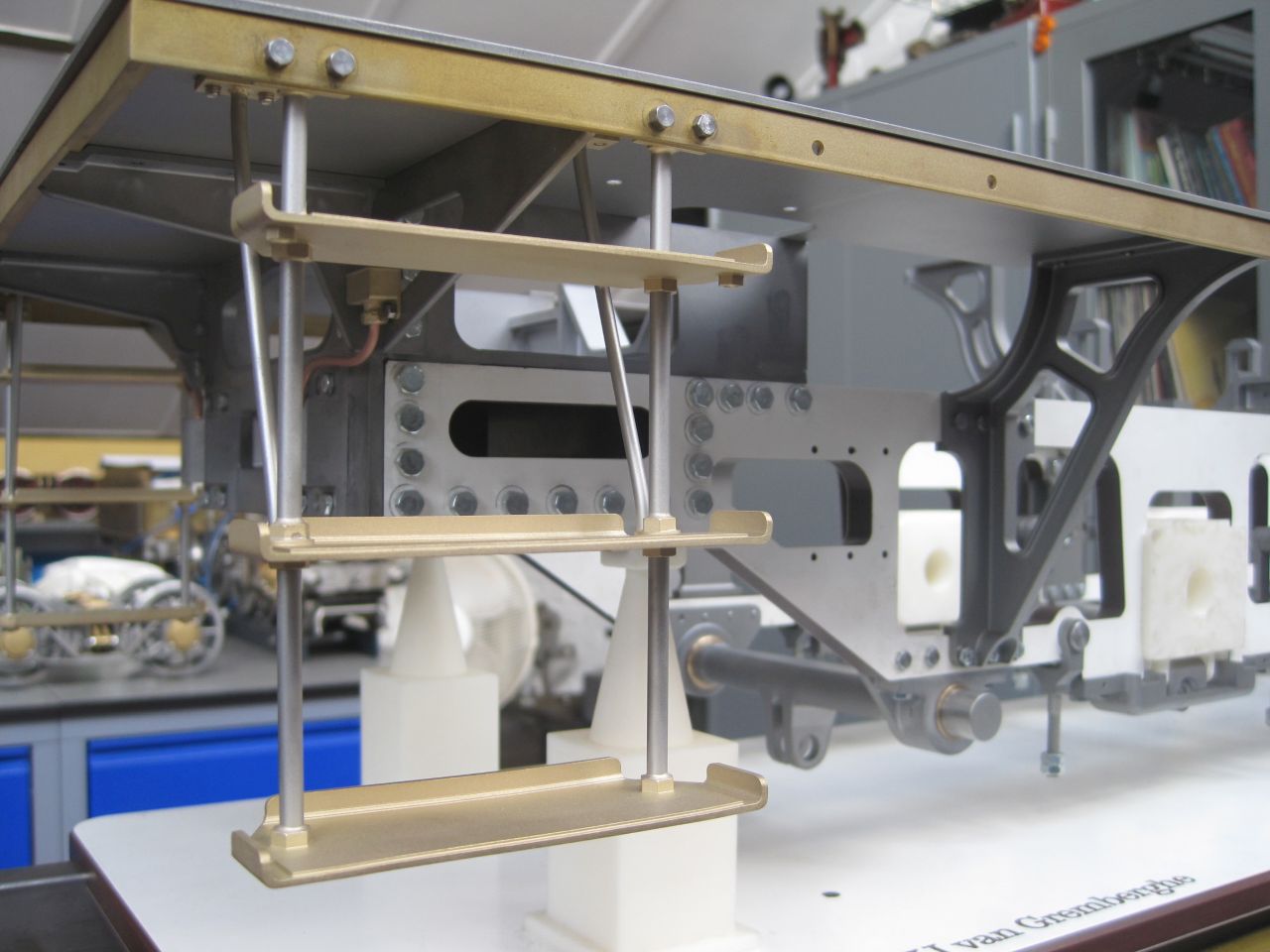
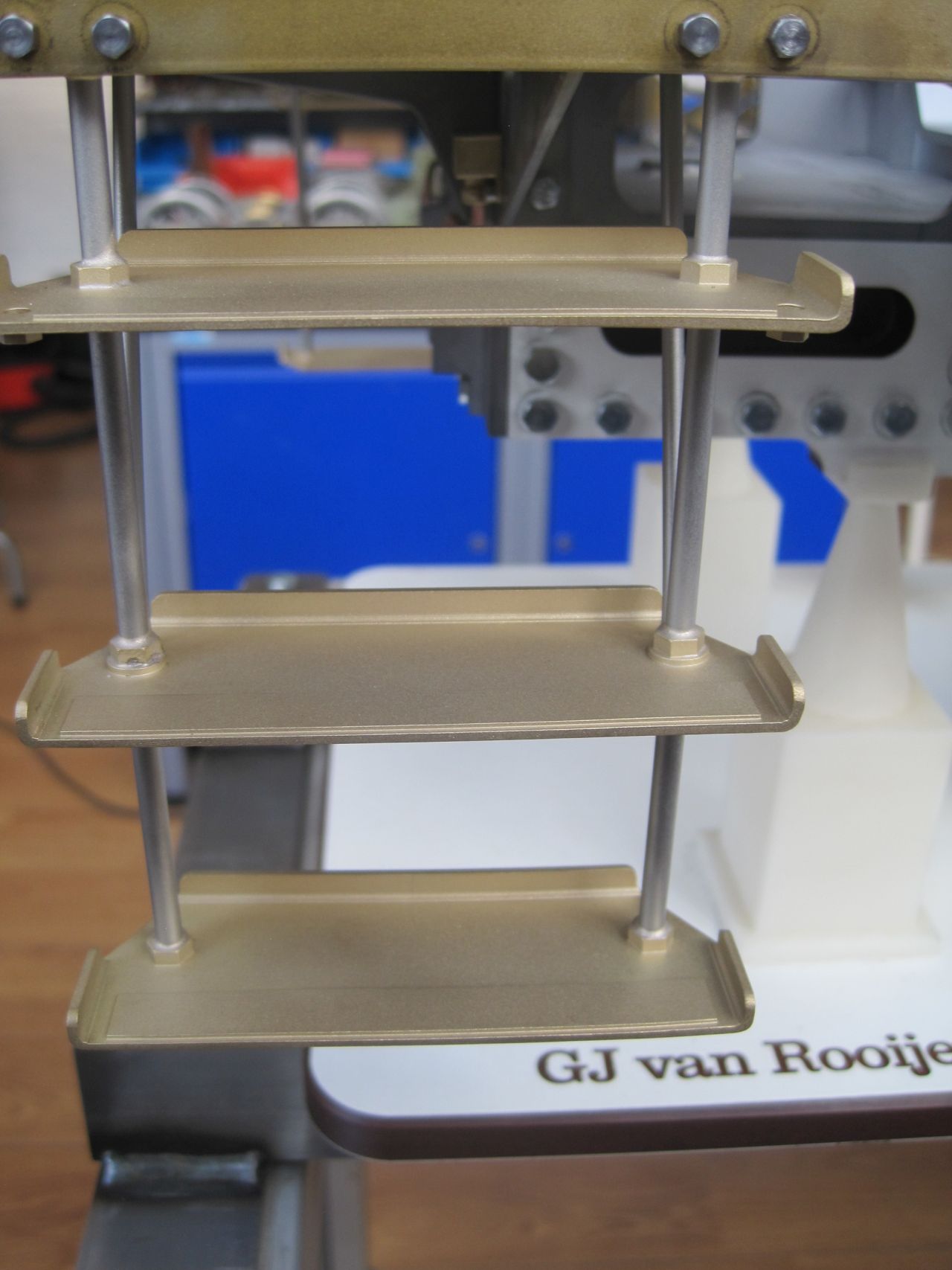
Fotstegen med sina slitplåtar samt muttrar är frästa med CNC. Alltihop är ihoplött med rostfria rundstavar. Both stairs have CNC milled steps on which the wear plates and nuts are also milled. Everything is soldered together with stainless steel rods. |
|
Bild framifrån på fotstegen Front view of steps |
abc |
Djupare in i ramen under hytten finns bromsaxeln, denna flyttar bromskraften från cylindern till bromsarna genom länkage, axeln är tillverkad genom CNC och axeländarna är silverlödda. Deeper in the frame under the cab is the brake shaft that transfers the force from the brake cylinders to the linkage, the axle is CNC machined and the axle ends are silver-soldered.
|

|
Bromsaxeln från insidan. Inside view of brake shaft. |
abc |
Smörjlådan till tenderbuffertarna är tillverkad med hjälp av CNC, dock är den icke funktionell. The oil can for the lubrication of the tender buffers is CNC machined and is not functional. |


Slut del 14 — End of part 14
Del 15 — 2021-03-03 — Part 15
|
I detta avsnitt tittar vi på delar till buffertramen. Först kommer några bilder från buffrarna och sedan fotplattan som är på ovansidan. |
abc |
We will continue with some parts that will be attached to the buffer beam. First of all, the buffers of which the buffer houses are built up in two parts, and then the foot plate that lies on the buffer beam. |
|
Buffer komponenterna. The parts that make up the buffer. |
abc |
Bufferhuset och skruvflänsen är ihop lött med silverlod. The buffer housing and the back plate are soldered together with silver. |


|
Buffrarna är olika en platta och en konvexa The buffer stamps have both flat and convex fronts. |
abc |
Buffrarna monterade på bufferramen. The Buffers in position, attached to the buffer beam. |


|
Buffrarna är monterade från insidan. Mounted buffers from the reverse side. |
abc |
Durken placerad på bufferplåten. Foot plate position on the buffer beam. |

|
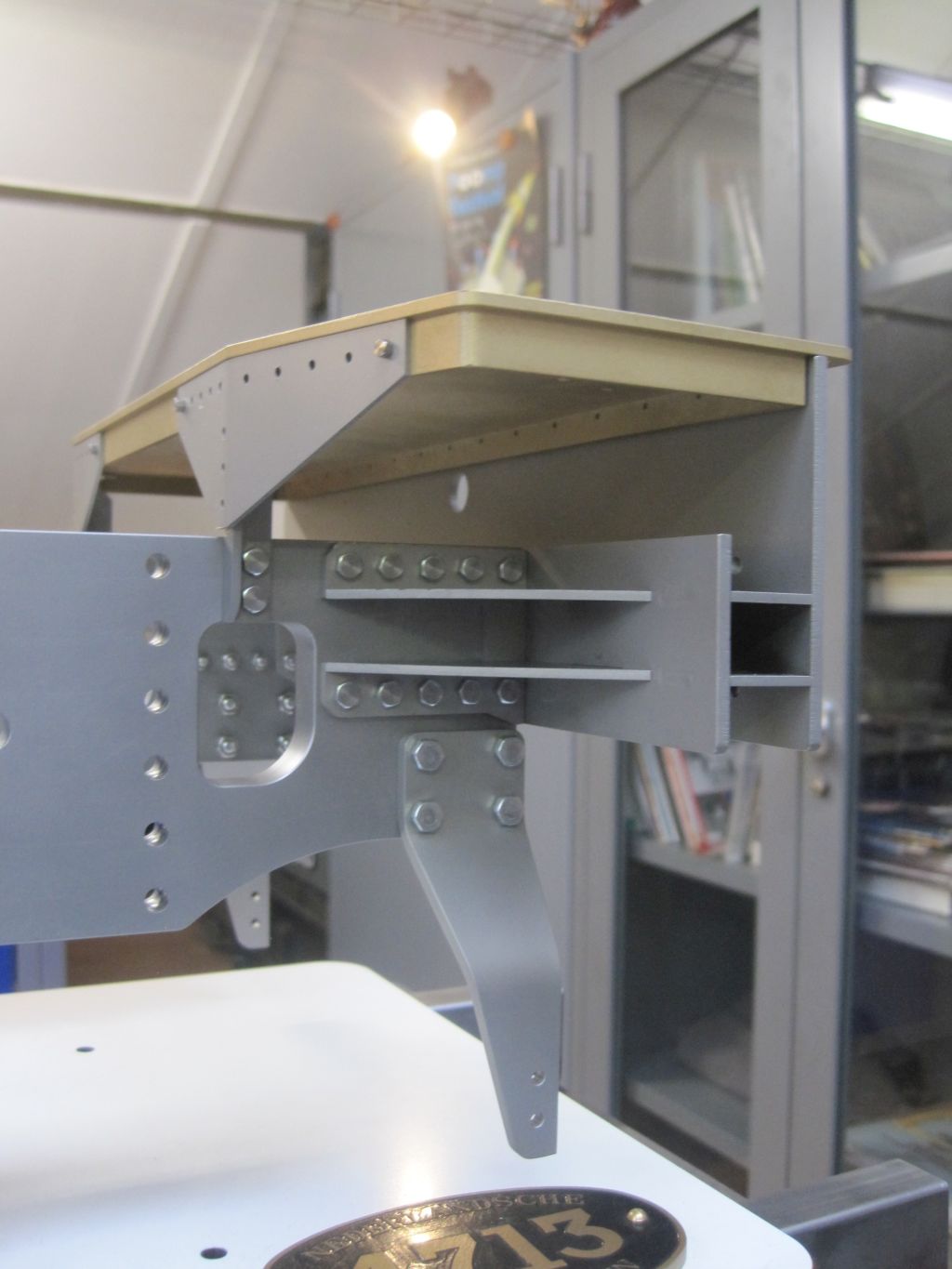
Durken tillverkats med CNC teknik från en mässingsplåt detta för att kunna göra diamantmönsteret på ovansidan. Undersidan är urfräst så att endast kanten är kvar. Anslutningar för lamphållare, gångjärn för ---- och handtagen skulle kunna monteras på detta sätt. The foot plate is CNC machined from a brass plate, with which the diamond profile could be milled in the top surface. The bottom of the plate is milled hollow, only the edges remain under the base plate. The surfaces for the lantern supports, hinges for the lit and the handles could be fitted in this way. |
abc |
Vid bakänden, durken stöds av kilformade plåtar. At the rear, the base plate is supported by a column with gusset plate. |


Slut del 15 — End of part 15
Del 16 — 2021-05-09 — Part 16
|
Vi hållit på under två veckors tid och flyttat alla delar från den temporära ramen till den slutgilltiga. Tillfälliga 3D delar har printats för att kunna montera |
abc |
We took two weeks to transfer all parts from the temporary frame to the final frame. Temporary 3D printed parts were used to install the spring system. |
|
Fästningen av buffertbalken och dragboxen på stålramplattorna. |
abc |
The attachment of the buffer beam and the pull box to the steel frame plates. |

|
För att kunna montera fjäderpaketen och hålla dem på plats, är tillfälliga lagerblock och fjäderremmar 3D-tryckta. De sista fjäderslingorna bearbetades fortfarande för att slipa de rundade hörnen på det rektangulära hålet med gnistor. |
abc |
In order to be able to assemble the spring packages and to keep them in position, temporary bearing blocks and spring straps are 3D printed. The final spring slings were still being processed to sharpen the rounded corners of the rectangular hole with sparks. |


|
För att fästa tvärramarna på ramplattorna användes främst M3 standardbultar, dessa är försedda med text på bulthuvudet, detta måste stängas av från alla bulthuvuden. |
abc |
To attach the cross frames to the frame plates, mainly M3 standard bolts were used, these are provided with text on the bolt head, this had to be turned off from all bolt heads. |


|
De 3D-printade delarna syns tydligt för att hålla fjäderpaketet på plats. The 3D printed parts can be clearly seen to hold the spring package in position. |
abc |
|

Slut del 16 — End of part 16
Del 17 — 2021-08-30 — Part 17
|
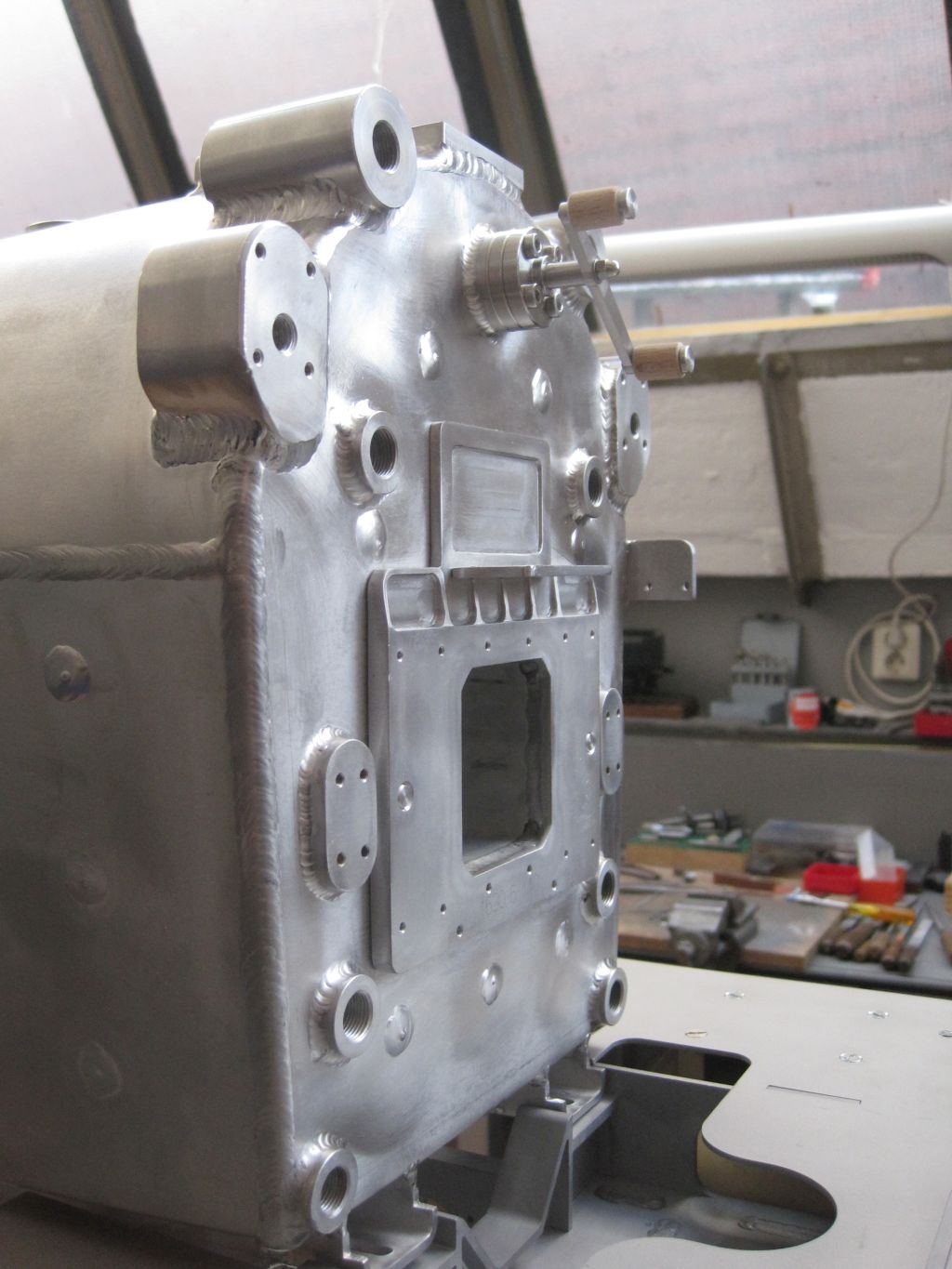
Redan från början av bygget bestämde vi oss för att bygga pannan. Eftersom leveranstiden ofta tar ett år eller ibland ännu längre, av denna anledning beställdes pannan i ett tidigt skede. Pannan beställdes från Gartenbahnen H. Ehrle i Wasserburg Tyskland. Michiel designade och modellerade pannan i 3D och den är tillverkad av rostfritt stål. Tillverkaren lät TUV testa ppannan och ordna med CE -märkning med tillhörande pappersarbete.
|
abc |
Right from the start of the construction of the locomotive, we decided to have the boiler built. Because the delivery time often takes a year or sometimes even longer, the boiler is ordered at an early stage. The boiler was ordered from Gartenbahnen H. Ehrle in Wasserburg Germany. Michiel designed and modeled the boiler in 3D and it is made of stainless steel. The manufacturer has the boiler tested by the TUV with CE mark with the accompanying paperwork. |
|
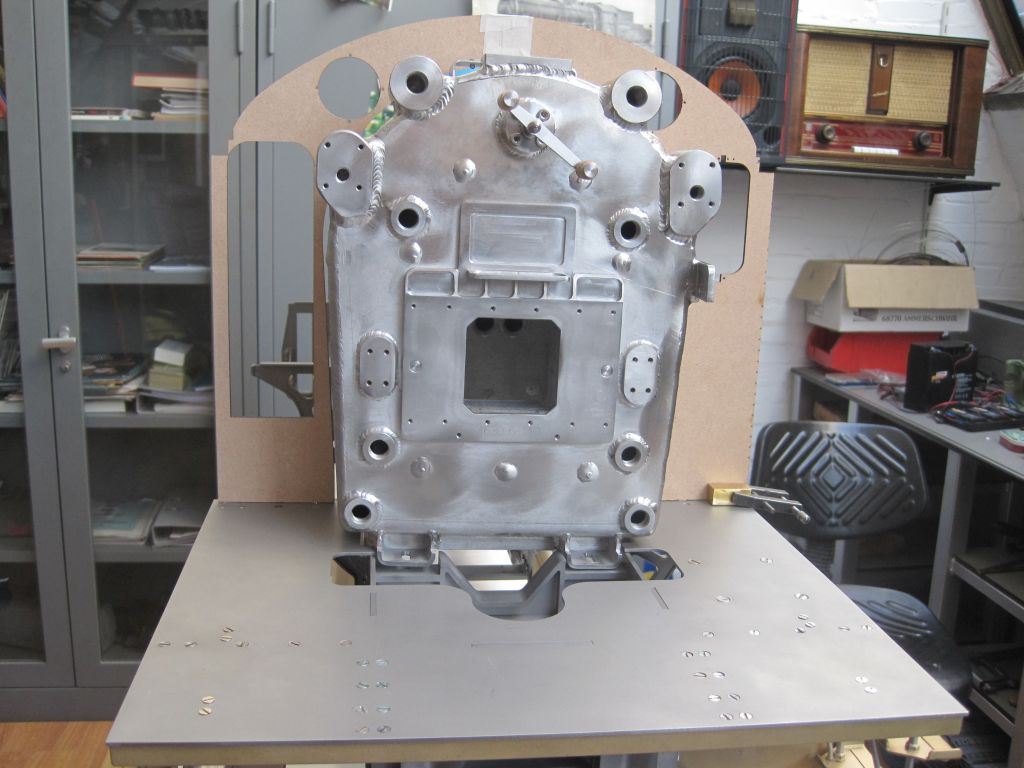
Pannans front med anslutningarna för mätglasen, injektorventilerna, ventilboxarna, mätglasets avblåsningskranar och tömningsanslutningar. |
abc |
The boiler front with the connections for the gauge glasses, the injector valves, the valve boxes, gauge glass blow-off taps and washing plugs. |

|
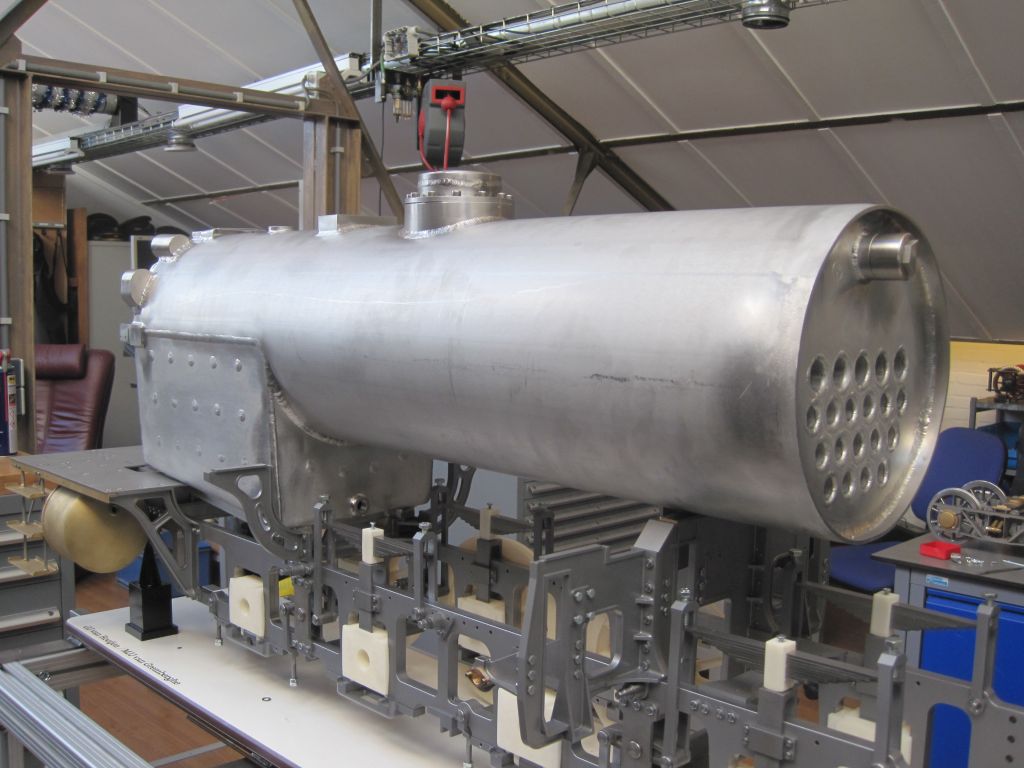
Den övergripande utsikten över pannan. Diametern på den rundadelen av pannan är 219 mm och pannans totala längd är 878 mm, driftstryck är 8 bar. Pannan har 20 rör av rostfritt stål som är svetsade i pannans fram och bakänder och då med ett kapacitet av 23,8 liter, vilket innebär att pannan faller i kategori 2. |
abc |
The overall view of the boiler. The diameter of the round boiler is 219 mm and the total length of the boiler is 878 mm. The operating pressure of the boiler is 8 bar. The boiler has 20 stainless steel pipes welded into the boiler fronts. The capacity of the boiler is 23.8 liters, which means that the boiler falls into category 2. |

|
Pannan glider på ramen både på framsidan och baksidan av eldstaden och fästs på rökboxen. Det här fotot visar stödet på baksidan av eldstaden. Inbyggd i ångdomen är en kulventil som ångregulator, det medföljande regulatorhandtaget kommer att ersättas med en tidenligt svensk typ.
The boiler slides on the frame at both the front and rear of the firebox and is fixed to the smoke box. This photo shows the support on the back of the firebox. Also built into the dome is a ball valve for the regulator, the supplied regulator handle will be replaced by a Swedish type. |
abc |
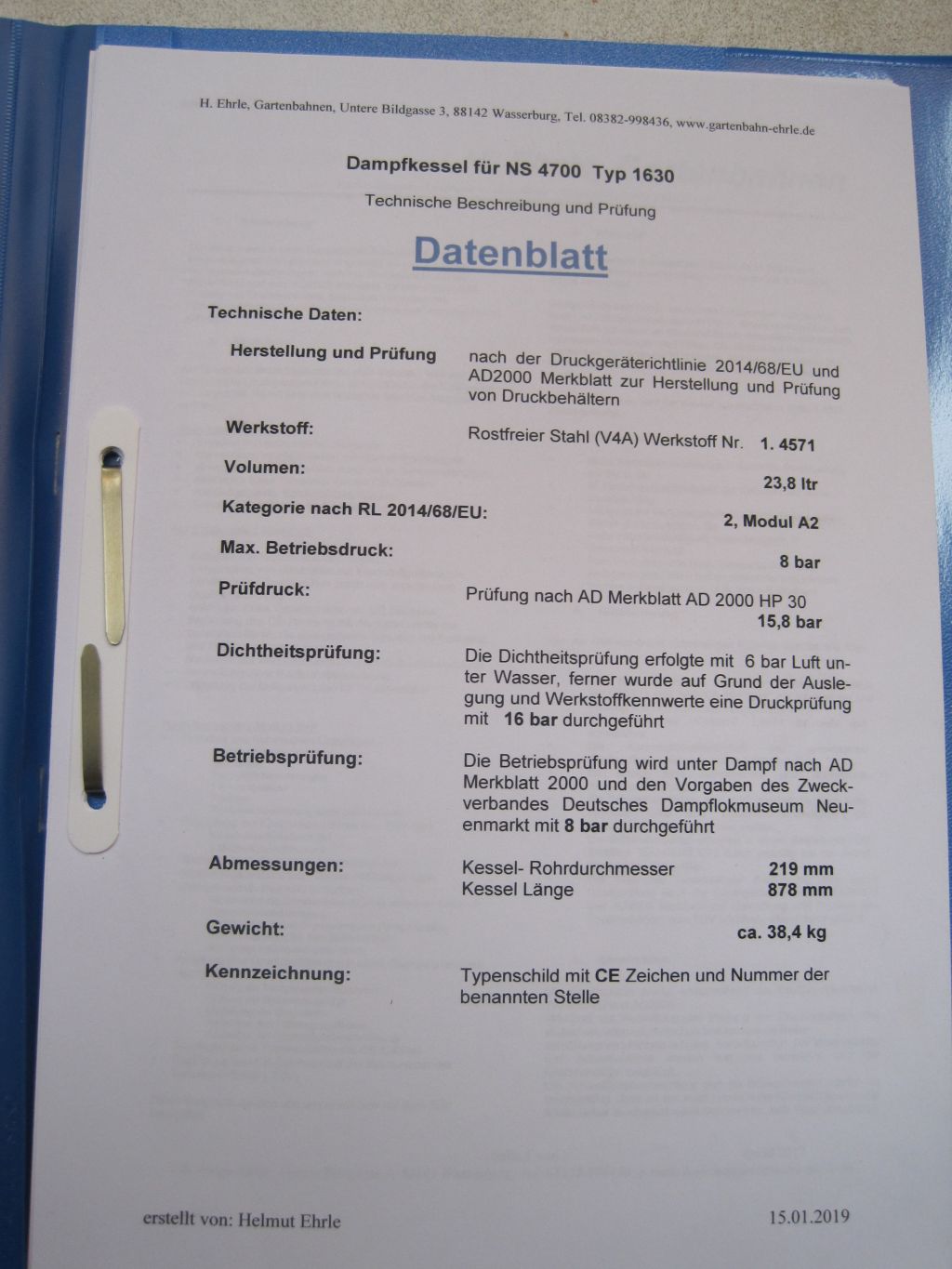
Försidan av den medföljande dokumentationen med alla certifikat och riskanalys.
The cover page of the accompanying documentation with all certificates and risk analysis. |
Slut del 17 — End of part 17
Del 18 — 2022-01-04 — Part 18
|
Efter att pannan anlänt och monterats på stommen kunde tvärramens exakta höjd i mitten av loket bestämmas, pannan vilar med den runda pannan på denna stomme. Under tiden var fjärderslingorna till fjärderpaketen klara. |
abc |
After the boiler had arrived and was fitted to the frame, the exact height of the transverse frame in the middle of the locomotive could be determined, the boiler rests with the round boiler on this frame. In the meantime, the slings for the spring packages were ready. |
|
När fjäderremmarna var klara kunde fjädrarna även monteras under lagerblocket. When the spring straps were ready, the springs could also be mounted under the bearing block. |
abc |
Fjäderpaketen ovanför och under lagerblocken är anslutna till varandra via vågarna. The spring packages above and below the bearing blocks are connected to each other via the balances. |


|
Fjäderremmarna för fjäderpaketen är placerade på golvet i förarhytten. Ytterligare hål måste borras i lyftselarna, de skarpa hörnen i det rektangulära hålet där fjäderbladen är placerade syns tydligt.
|
|
The spring straps for the spring packages are located on the floor of the driver's cab. Additional holes have to be drilled in the slings, the sharp corners in the rectangular hole where the spring leaves are placed are clearly visible.
|

|
Dessa foton visar den centrala mittramen. Ramen och de två basplattans ramar är helt CNC-bearbetade. Lådan i botten av denna ram är ursprungligen ihålig, denna går inte att nå med fräsning, så att en del material har blivit kvar, men eftersom vi letar efter lite extra vikt är det inget att invända.
|
abc |
These photos shows the central middle frame. The frame and the two base plate frames are completely CNC machined. The box at the bottom of this frame is originally hollow, this cannot be reached with milling, so that some material has remained, but because we are looking for some extra weight, that is no objection.
|


|
Mellanramen har funktionen att stödja ramens styvhet i vertikal riktning mot pannan. Den bakre änden av mittstyrningen är också fäst vid denna ram.
The intermediate frame has the function of supporting the stiffness of the frame in vertical direction against the boiler. The rear end of the center guideway is also attached to this frame.
|
abc |
Den framtida placeringen av mittstyrbanan syns tydligt här.
The future placement of the center guideway is clearly visible here.
|


Slut del 18 — End of part 18
Del 19 — 2023-02-11 — Part 19
|
Lokets alla fyra axlar är kullagrad. Problem uppstår här då första och fjärde axeln måste kunna glida i sidled för att kunna köra smidigt genom kurvorna med de fyra kopplade axlarna. En glidbussning används för ändamålet på vilken lagren är omslutna och låsta med två Seeger-ringar. Lagren är låsta i lagerblocket med de yttre ringarna medan axeln kan röra sig genom glidhylsan.
|
abc |
All four axles of the locomotive run-on ball bearings. A problem arises here because the first and fourth axles must be able to slide laterally to be able to drive smoothly through the curves with the four coupled axles. For this purpose, a sliding bush is used on which the bearings are laterally enclosed with two Seeger rings. The bearings are locked in the bearing block with the outer rings while the axle can move through the sliding sleeve. |
|
Fotot visar de CNC-frästa lagerblocken, kåporna och tätningslisterna. . |
|
This photo shows the CNC milled bearing blocks, the covers and the Seallips.
|

|
Fotot visar tydligt hur glidhylsan låses i kullagrens innerringar med hjälp av Seeger-ringar. Hål borras i ringen för att smörja glidhylsan från oljekammaren i toppen av lagerblocket. |
abc |
This photo clearly shows how the sliding sleeve is locked in the inner rings of the ball bearings by means of Seeger rings. Holes are drilled in the intermediate ring to lubricate the sliding sleeve from the oil chamber at the top of the bearing block. |


|
Tätningslisterna är inneslutna i lagerblockets stängningslock. Tätningsläppar är en tätning mot smuts, axeln kan rotera och glida i dem. |
|
The Seallips are enclosed in the closing cover of the bearing block. Seal lips are a seal against dirt, the axle can rotate and slide in them. |

|
Glidaxeln på plats i ramen. |
abc |
The slide axle in position in the frame. |


|
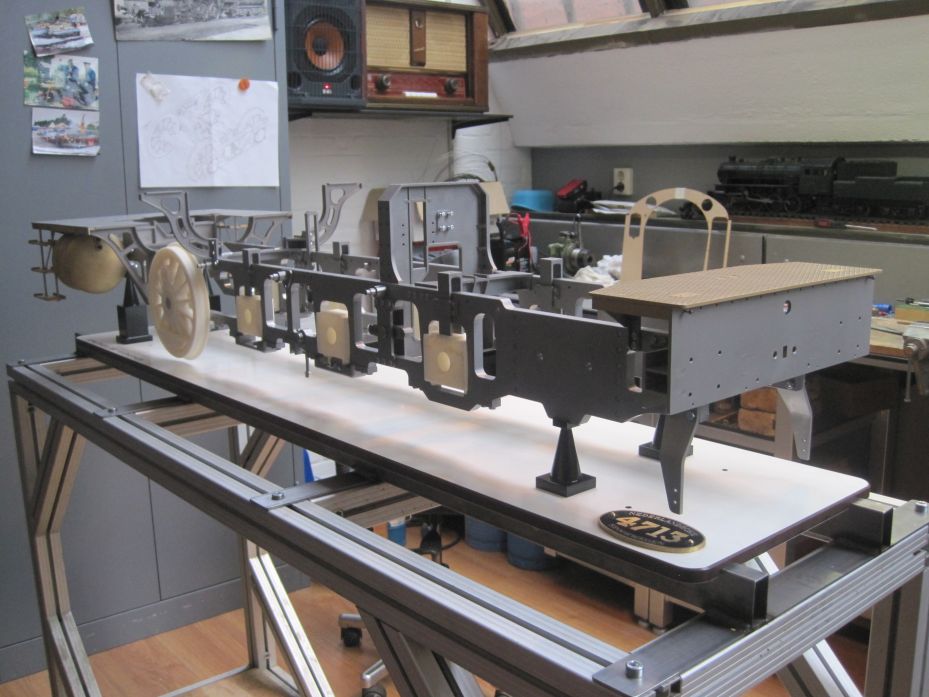
Alla lagerblock placerade i ramen, skillnaden är syns tydligt mellan lagerblocken med glidaxlar, axel 1 och axel 4, och de fasta vevaxlarna, axel 2 och axel 3. |
|
All bearing blocks placed in the frame, the difference is clearly visible between the bearing blocks with sliding axles, axle 1 and axle 4, and the fixed crank axles, axle 2 and axle 3.
|

Slut del 19 — End of part 19
Sida 1 – Part 1 to 10 / Page 1 – Part 1 to 10